| B1 - Définition
des axes de travail B2 - Volume de travail
Le volume de travail est en partie conditionné
par le choix du système d'entrainement des chariots :
- Par tige filetée, on est limité à 1000 mm - la
largeur du chariot entrainé soit environ 800 mm dans le
meilleur des cas.
- Par courroie crantée, on a pas de limite en longueur
mais cela oblige à intercaler un rapport de réduction
entre le moteur pap et la courroie (environ 1/5 de
réduction) sinon les déplacements seraient trop rapides
et risque de casse de l'outil de découpe.
- Par cable faisant un tour mort autour d'un axe
d'entrainement, lui meme entrainé par le moteur mobile
avec un rapport de réduction (1/5 environ). (solution
retenue) car
simple à mettre en oeuvre et peu couteuse mais aussi
adaptée à de grandes longueurs (jusqu'à 2000 mm, 1000
mm étant suffisant dans notre cas)
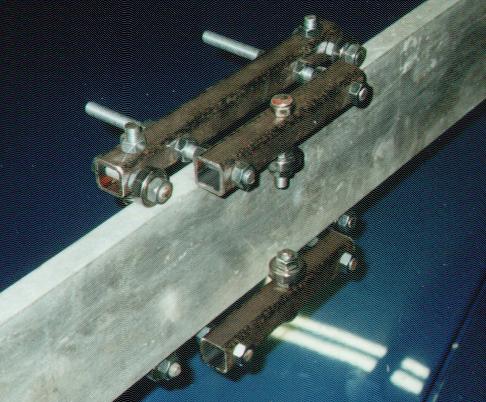
B3 - Glissières
- Par glissières à bille (abandonné car trop
couteux, 200 frs minimum par glissière sans compter le
cout des axes rectifiés)
- Par roulements type "roller" (solution
retenue)
(cliquer ici , gliss1.jpg gliss2.jpg concept G. Coquery)
B4 - Moteurs pas
à pas
- On peut les acheter ou les récupérer
notamment sur des vieilles imprimantes 132 colonnes, ce
peut être des moteurs pas à pas unipolaires ou
bipolaires.
- Les unipolaires (6 à 8 fils) peuvent être pilotés
par une electronique concue pour des moteurs bipolaires
(4 fils voire 8 fils), le contraire n'étant pas
possible.
- Les bipolaires sont en général plus puissants que les
unipolaires. (mais ca marche très bien avec des
unipolaires (1 Ampère par phase environ))
B5 - Entrainement
des chariots
- Par tige filetée :
- Par courroie crantée : avec un rapport de réduction
entre le moteur pap et la courroie (environ 1/5)
- Par cable : faisant un tour mort autour d'un axe
d'entrainement, lui meme entrainé par le moteur mobile
avec un rapport de réduction (1/5 environ). (solution
retenue)
simple à mettre en oeuvre et peu couteuse mais aussi
adaptée à de grandes longueurs (jusqu'à 2000 mm, 1000
mm étant suffisant dans notre cas)
B6 - Moteur de
fraisage (broche)
- Le plus simple consiste à utiliser une
mini-perceuse montée sur roulement du genre Dremel (125
W - 30000 tr/min) (solution retenue) mais ca coute entre 500 et 1000
frs (pas très économique donc !)
- On pourrait utiliser un moteur electrique tout bete
(220 V ?) avec un mini-mandrin (ou une pince) monté en
bout d'un axe fileté.
B7 - Outils de
découpe
- Des fraises à meuler ou à rainurer de diam 1
à 2 mm à l'extrémité cylindrique ou semi-sphérique
(coût entre 40 et 250 frs)
- Faire la distinction entre les matières à usiner car
les angles de coupe n'étant pas les mêmes, l'outil de
coupe ne sera pas le même.
B8 - Moyens
matériels pour la fabrication
- Perceuse sur colonne et outillage standard
"manuel", pas de fraiseuse ou tour
"machine-outil" nécessaire.
B9 - Coût de la
mécanique
- On essaye de réduire le cout en se
fournissant auprès de grandes surfaces de bricolage
plutot que chez des revendeurs plus ou moins
spécialisés.
- On peut aussi chiner chez les ferrailleurs pour trouver
son bonheur à bon marché, mais dans ce cas, il sera
difficile d'uniformiser les solutions.
B10 - Fixation de
la piece à fraiser
- Par scotch double-face (pratique mais peu
résistant), valable uniquement pour la fixation de
pieces en styro ou dépron.
- Par aspiration (pas assez fiable)
- Par bridage ou pincement (solution retenue)
B11 - Matière à
fraiser
- Voir cahier des charges (cliquer
ici)
B12 - Temps de
fraisage
- Dans le cahier des charges, on parle de 30
minutes de travail continu. C'est approximatif car
directement fonction du moteur de broche, le but étant
de ne pas le griller par usage continu trop important.
|

{kind=link}
{kind=link}