Stephane
PINSON spi4751732@aol.com Stephane
PINSON spi4751732@aol.com  |
FRAISEUSE de Stéphane PINSON Version 1
| Stephane
PINSON spi4751732@aol.com |
Idée de départ Ma machine devait être simple à construire, avec des matériaux facile à trouver, le minimum d'outillage, d'un prix de revient bas et utiliser une électronique et un logiciel simple et disponible sur Internet, car je ne connais pratiquement rien en électronique et programmation informatique. Le soft peut être CNCpro ou CNC 981 L'électronique retenue est à base de circuit intégré UDN5804B dont les plans se trouvent sur le site http://w1.605.telia.com/~u60503804/minimill.html. Le problème est que les CI 5804 ne supportent que 1.25A maximum; ce qui imposera une mécanique fonctionnant sans aucuns efforts et sans jeux pour la précision de découpe, la puissance des moteurs pas à pas étant réservée en majeure partie à "pousser" la fraise dans la matière. Les choix Le bois est retenu pour construire le bâti de la machine (CTP et aggloméré) pour sa facilité de travail et son faible coût. Pour le guidage des chariots, il y avait plusieurs solutions:
Pour la première solution, le concept est classique mais impose une très grande précision de construction , le moindre défaut de rectitude ou de flexion entraînant automatiquement des points durs et si l'écartement des bagues est mal calculé, il peut y avoir arc -boutement. Il serait préférable d'utiliser des douilles à billes à la place des bagues mais le prix serait trop prohibitif. La deuxième solution impose de faire des roulettes sur mesure car elles n'existent pas dans le commerce. Il suffit d'avoir accès à un tour (2 H d'usinage) ou de connaître un tourneur. La machine en détail Ses courses sont de : X = 800 mm, Y = 250 mm, Z = 40 mm La course Z est faible car je ne veux principalement faire que de la découpe de planches Balsa et CTP mais il y a moyen d'avoir ,sans problème, une course de 100mm en remontant les rails Y. Le socle est en aggloméré 22 mm, les supports rails en CTP de 15mm . Les rails inférieurs (STUB diamètre12 ou tube 12x1) du chariot X supportent tout le poids des chariots Y et Z, ils doivent donc être soutenus par des petits socles disposés régulièrement, évitant ainsi toutes flexions. Les rails supérieurs ne servent qu'à éviter le basculement du chariot . La tige filetée (6x100) est en laiton ,disponible chez BRICOMARCHE, est montée sur roulements, l'écrou est un HELICOIL (utilisé en mécanique pour réparé un taraudage usé)de 6 . Le système vis/écrou est monté flottant verticalement et latéralement grâce à deux petites équerres alu qui retiennent un morceau de CTP 15mm ou est logé l'écrou (voir photos des chariots Y et Z ,c'est le même principe).De cette façon, le mécanisme compense automatiquement les différents défauts naturels de rectitudes et flexions de la tige filetée, ce qui évite autant de points durs. Il faut soigneusement trier les tiges filetées (dureté de rotation de l'écrou et rectitude) et les guides. Si il y a 50 guides et tiges filetées à vérifier, il faut le faire et choisir les meilleures. Les pièces en CTP qui supportent les rails doivent être découpées et percées( à l'aide d'une perceuse à colonne) en même temps. La réalisation des roulettes est très simple. Il y a 16 roulettes (toutes identiques) à usiner. On n'est pas obligé de reproduire la forme concave qui vient se loger sur les guides, une gorge classique peut suffire, du moment que le guide rentre de ses deux tiers dans la roulette. Cette dernière tourne sur un axe tiré d'un tube de laiton. Le diamètre d'alésage de la poulie est de 0,1mm plus grand que le diamètre extérieure du tube. Ce dernier est plus long de 0,2mm que la largeur de la roulette. Tous les écrous sont de type NYLSTOP. Vue de coté et en coupe du chariot X
Montage d'une roulette: Prendre une vis BTR de 6x50 et enfiler une rondelle puis glisser le tube laiton et sa roulette. Enfiler une rondelle et visser un écrou jusqu'à ce qu'il vienne presser l'ensemble ,sans écraser le tube, et que la roulette tourne facilement sur le tube. Mettre une nouvelle rondelle et l'ensemble, pour une roulette inférieure, est prêt. Pour une roulette supérieure, c'est le même principe mais il faut ajouter en plus un excentrique de réglage. Ce dernier est taraudé et vient en pression contre la rondelle. L'excentrique est collé sur la vis à l'aide de frein filet fort afin qu'il ne tourne pas quand l'on règle la position de la roulette. Montage de la machine: La méthode est valable pour les chariots X, Y, Z. Monter le chariot sur ses rails et régler les roulettes supérieures afin que le chariot se déplace sur toute sa course sans jeux ni points durs. Puis monter la tige filetée et ses roulements. Attention, ne pas fixer tout de suite l'écrou au chariot, il faut d'abord que la tige tourne sans jeu longitudinal ,faux rond et point dur. Une fois que c'est bon, on peut raccorder l'écrou au chariot à l'aide de 2 équerres alu. L'écrou doit être légèrement pincé entre les deux cornières afin qu'il n'ai pas de jeu dans le sens de traction mais qu'il puisse se déporter latéralement et verticalement (voir photos). Le chariot Z est équilibré statiquement à l'aide d'un contrepoids afin que le poids sur l'ensemble vis/écrou soit faible, voir nul. Le contrepoids se déplace dans le sens opposé au chariot grâce à un classique système de cordelette Nylon et poulies. En fait, il faut que le chariot Z (avec la perceuse DREMEL ou PROXXON) reste dans la position ou on l'a mis même si la tige filetée est absente. Je n'ai pas de photos du contrepoids car la modification a été faite après la prise des photos. Tous l'assemblage de la mécanique se fait à l'aide de vis à bois et à métaux. Il n'y a aucun collage. La machine sera équipée de contacts fin de course et de contacts de points d'origines des axes XYZ (homing) Temps de construction: environ 20H Coût de réalisation de la mécanique: environ 400Frs |
PHOTOGRAPHIES DE LA MACHINE
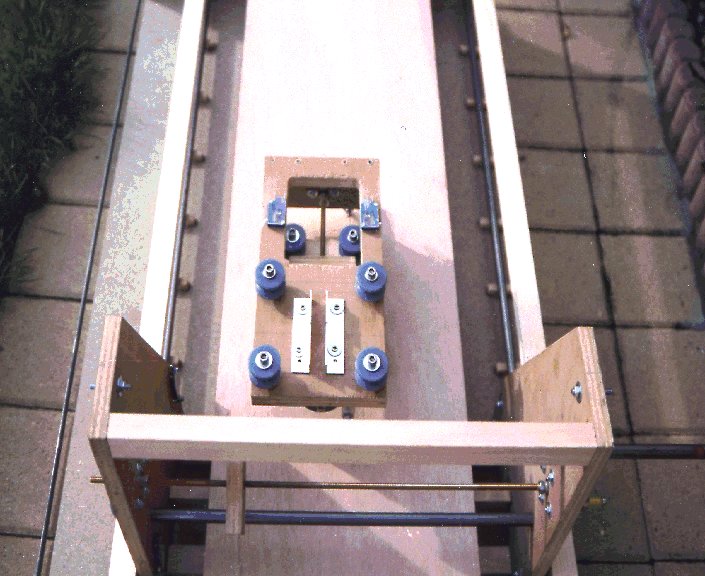
 Cette photographie montre les 4 roulettes gauches
du chariot X . La tringle noire ,en premier plan, servira à
guider les différents câbles des chariots Y et Z lors du
déplacement du chariot X
Cette photographie montre les 4 roulettes gauches
du chariot X . La tringle noire ,en premier plan, servira à
guider les différents câbles des chariots Y et Z lors du
déplacement du chariot X
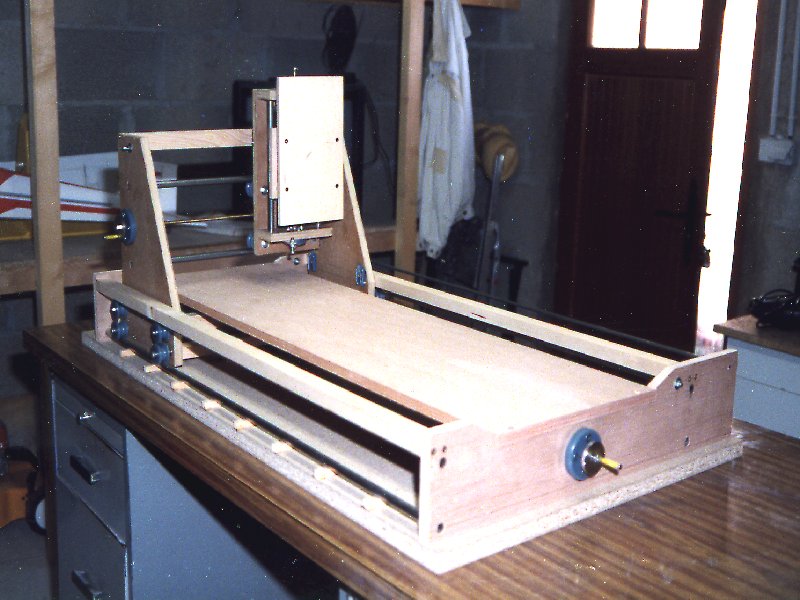
 Vue de l'arrière de la
machine
Vue de l'arrière de la
machine
 Chariot Y et Z démonté
et les contacts de fin de course du chariot Z
Chariot Y et Z démonté
et les contacts de fin de course du chariot Z
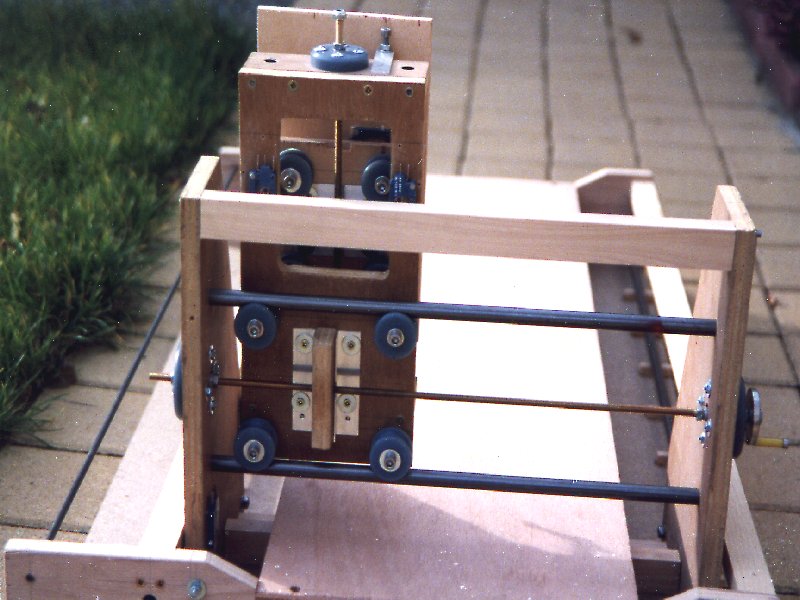
 Cette photographie montre
les chariots Y et Z démontés en retirant simplement le rail
supérieur Y
Cette photographie montre
les chariots Y et Z démontés en retirant simplement le rail
supérieur Y
 Arrière de l'ensemble Y
et Z
Arrière de l'ensemble Y
et Z
 Ecrous pincés entre les
équerres.
Ecrous pincés entre les
équerres.


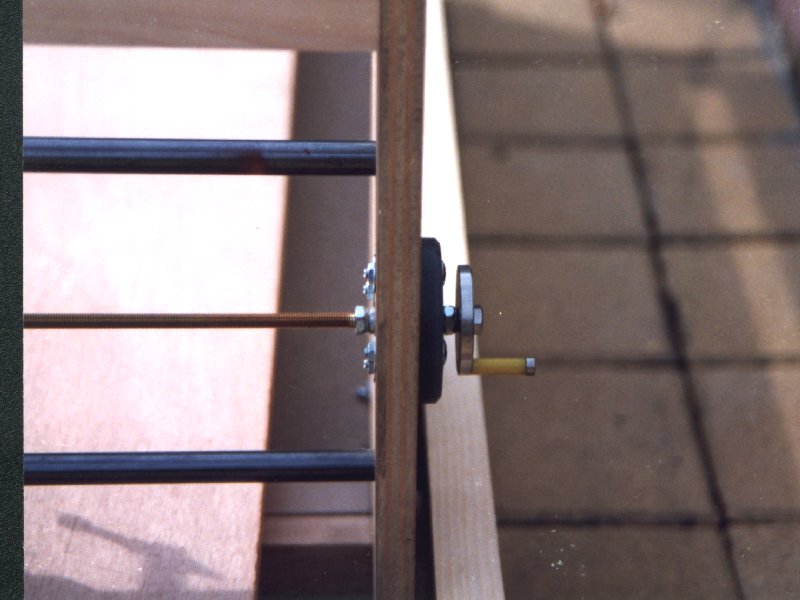
Manivelle de commande manuelle du chariot Y
 Et voilà, il ne reste
plus qu'à réaliser l'interface électronique, installer le
logiciel...
Et voilà, il ne reste
plus qu'à réaliser l'interface électronique, installer le
logiciel...
Liens Internet:
http://www.matronics.com/cnc/gear.htm
http://pwp.value.net/yeager/cncpro/links.htm
http://www.super-tech.com/root/emc.htm
http://www.featurecam.com/_vti_bin/shtml.dll/products/featuremill3d/tbybform3d.html
http://www.minitech.com/hardware/routers/minirouter.htm
http://www.web-span.com/amaxis/index.htm
http://members.aol.com/_ht_a/drigotti/HobbyCNC.htm
http://www.hep.man.ac.uk/groups/atlas/zstage/zcontroller.html
http://www.cnccrafter.com/links.htm